
Industrial Valve identification function:
The identification of the valve is important in the absence of valve drawings, the loss of the nameplate and the incomplete valve parts. The correct use of the industrial valve, the weld repair of the valve parts, the repair of the valve parts and the replacement of the valve are great significant.
According to the nameplate and logo and the paint color on the valve, the valve type, structure, material, nominal diameter, nominal pressure (or working pressure), medium, temperature and closing direction can be directly identified.
#1 Valve nameplate
The nameplate is attached to the valve body or handwheel. The nameplate data is relatively comprehensive, reflecting the basic characteristics of the valve. Determine the material and form of the replacement gasket, packing, and the material to be replaced with other valve parts according to the conditions of use provided on the nameplate.
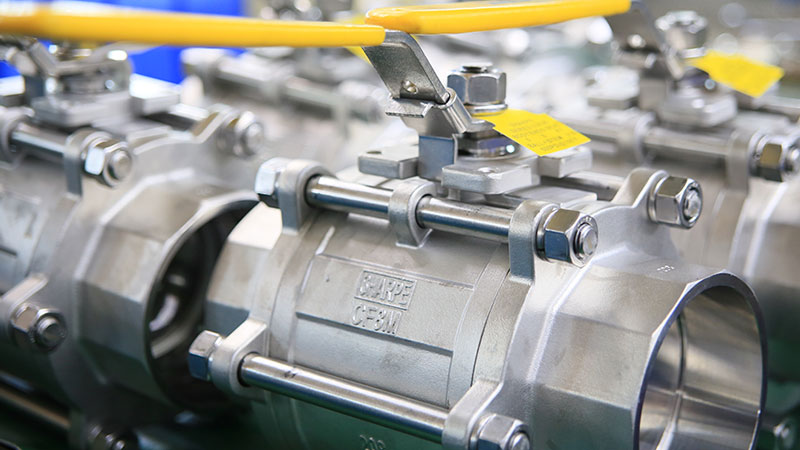
#2 Valve mark
The mark is marked by casting, printing and other methods on the valve body to indicate the valve nominal pressure, working pressure, nominal diameter and medium flow direction.
There is also a mark on the valve – the opening indicator, which has an open scale line or an arrow indicating opening and closing.
An opening indicator is installed at the upper end of the throttle valve and the dark rod gate valve, and an arrow is indicated on the hand wheel to indicate the closing direction. A linear groove is engraved on the end face of the valve stem to coincide with the valve passage, and is closed when the groove is 90° from the passage.
#3 Valve paint
The valve is coated with a variety of paints, not only for rust prevention, but also to facilitate the identification of the material of the valve. Indicates the painting of the valve body material. Indicates the painting of the sealing surface material.
In order to see its structure, material and basic characteristics from the appearance of the valve, it is required to cast, print or put a nameplate on the valve body, indicating the valve type, nominal diameter, medium flow direction and factory name,and paint different colors of paint on the outer edge of the valve body, hand wheel and flange.
According to the relevant standard, the paint indicating the valve body material should be brushed on the outer surface of the valve body. Acid-resistant steel or stainless steel body can also be unpainted.Non-ferrous metal body, no need to paint.
A paint that represents the sealing surface material, brushed on the cover of the handwheel, handle or automatic valve. With a lined valve, the identification paint should be brushed on the outer surface of the connecting flange.
#4 Valve identification points
1. Unless otherwise stated, American standard valve is in accordance with API600. API6D or MSS SP-25, the national standard valve has a permanent identification according to the G/T 12220 standard, and the identification should include the casting number of the casting smelting or the casting mark of the industrial valve manufacturer.
2. The sign should be firmly fixed to the obvious part of the valve. The content must be neat and correct, and it should meet the requirements of GB/T 13306. The material is made of stainless steel, copper alloy and aluminum alloy.
3. The marking can be applied to the nameplate only if it is not feasible to apply the required marking on the valve body. However, the label indicating the flow direction of the valve must be marked on the valve body, which is the same regardless of the standard valve.
4. Paints used for color code and marking shall not contain any harmful metals or metal salts, such as zinc, lead, sulfur, copper, tin, chloride, etc., which may cause corrosion in the hot state, and the coating shall be resistant to salt water.The coating should be resistant to corrosion by salt water, tropical environment or the similar situation.
5. For small-sized objects that are difficult to mark, use stainless steel wire plug stainless steel signs to mark them.
6. As for the marking on the nameplate, it is generally the model material pressure standard applicable temperature medium production date, which is indispensable to facilitate maintenance and replacement procurement
#5 Marking method for identification
The valve body is formed by casting or die-casting, and the mark is cast or die-cast on the valve body at the same time as the valve body.
The shape of the valve body is formed by the die forging method, and the mark is not only formed by die forging or die casting at the same time as the valve body, but also can be marked on the valve body by the embossing method.
When the body shape adopts forging processing, steel pipe or steel plate rolling welding, its mark in addition to the use of embossing method to form, but also can use other methods that do not affect the performance of the valve body.
Marking style of logo
Nominal size value labeling, pressure code or working pressure code, flow direction mark, above the pressure code marked by the nominal size value.
Marked location
The contents of the mark are generally marked where the valve body is easy to see.
The marking should be marked as far as possible in the central position of the vertical centerline of the valve body. When the content of the mark is not enough on one side of the valve body, it can be marked on the other side of the central control position of the valve body.
The marks should be obvious, clear and orderly.
Identification mark size
Casting mark size, font and arrow arrangement should be made into a convex profile.
Embossed logo size, arrow size is specified by the design pattern.
The font number of each product logo can also be specified by the design pattern according to the specific product size.